

Снаждането на влакна се разделя основно на четири стъпки: отстраняване, рязане, топене и защита:
Събличане:се отнася до оголването на сърцевината на оптичното влакно в оптичния кабел, което включва външния пластмасов слой, средната стоманена жица, вътрешния пластмасов слой и слоя цветна боя върху повърхността на оптичното влакно.
Рязане:Това се отнася за рязане на крайната страна на оптичното влакно, което е било оголено и готово за сливане с "резачка".
синтез:се отнася до сливането на две оптични влакна заедно в "сплайсър за синтез".
Защита:Отнася се за защита на съединителя за оптични влакна с "термосвиваема тръба":
1. Подготовка на челното лице
Подготовката на края на влакното включва оголване, почистване и рязане. Квалифицираната челна повърхност на влакното е необходимо условие за снаждане чрез сливане, а качеството на челната повърхност пряко влияе върху качеството на снаждане с фюжън.
(1) Отстраняване на покритието от оптични влакна
Запознат с плоския, стабилен, бърз метод за отстраняване на влакна с три знака. „Ping“ означава поддържане на влакното плоско. Стиснете оптичното влакно с палеца и показалеца на лявата ръка, за да стане хоризонтално. Изложената дължина е 5 см. Останалото влакно е естествено огънато между безименния пръст и малкия пръст, за да увеличи здравината и да предотврати приплъзване.
(2) Почистване на голи влакна
Наблюдавайте дали покриващият слой на оголената част от оптичното влакно е напълно оголен. Ако има някакви остатъци, те трябва да бъдат отстранени отново. Ако има много малко количество слой покритие, което не е лесно да се отлепи, използвайте памучен тампон, потопен в подходящо количество алкохол, и го избършете постепенно, докато потапяте. Едно парче памук трябва да се смени своевременно, след като е използвано 2-3 пъти, като всеки път трябва да се използват различни части и слоеве памук.
(3) Рязане на голи влакна
Избор на резачка Има два вида резачки, ръчни и електрически. Първият е лесен за работа и надежден в работата. С подобряването на нивото на оператора, ефективността и качеството на рязане могат да бъдат значително подобрени и голото влакно трябва да бъде по-късо, но ножът има по-високи изисквания към температурната разлика на околната среда. Последният има по-високо качество на рязане и е подходящ за работа при студени условия на полето, но операцията е по-сложна, скоростта на работа е постоянна и се изисква голото влакно да е по-дълго. Препоръчително е опитните оператори да използват ръчни ножове за бързо снаждане на оптични кабели или аварийно спасяване при стайна температура; напротив, начинаещи или когато работят в по-студени условия на полето, използвайте директно електрически ножове.
Първо почистете ножа и регулирайте позицията му. Фрезата трябва да бъде поставена стабилно. При рязане движението трябва да е естествено и стабилно. Не бъдете тежки и не се тревожете, за да избегнете счупени влакна, скосявания, неравности, пукнатини и други лоши крайни повърхности. В допълнение, рационално разпределете и използвайте собствените си десни пръсти, за да ги накарате да съответстват и да се координират със специфичните части на ножа, така че да подобрите скоростта и качеството на рязане.
Пазете се от замърсяване на крайната повърхност. Термосвиваемата втулка трябва да се постави преди отстраняването и е строго забранено да се прониква след като крайната повърхност е подготвена. Времето за почистване, рязане и заваряване на голи влакна трябва да бъде тясно свързано и интервалът не трябва да бъде твърде дълъг, особено подготвените крайни повърхности не трябва да се поставят във въздуха. Работете внимателно, когато се движите, за да предотвратите триене в други предмети. По време на снаждането "V" жлебът, притискащата плоча и острието на фрезата трябва да се почистват в съответствие с околната среда, за да се предотврати замърсяване на крайната повърхност.
2. Снаждане на влакна
(1) Избор на машина за заваряване
Изборът на фузионен сплайсър трябва да бъде оборудван с оборудване за фузионно снаждане с подходящ капацитет на батерията и прецизност в съответствие с изискванията на проекта за оптичен кабел.
(2) Настройка на параметрите на заваръчната машина
Процедура на снаждане В зависимост от материала и вида на оптичното влакно, преди снаждане, задайте ключовите параметри като ток и време на основно топене преди топене и количеството на захранването на влакното.
По време на процеса на заваряване "V" жлебът, електродът, лещата на обектива, заваръчната камера и т.н. на заваръчната машина трябва да се почистват навреме и всички лоши явления като мехурчета, твърде тънки, твърде дебели, виртуално топене, отделяне, и т.н. трябва да се наблюдават по време на заваряването по всяко време и трябва да се обърне внимание на резултатите от проследяването и наблюдението на OTDR. Своевременно анализирайте причините за горните неблагоприятни явления и вземете съответните мерки за подобряване.
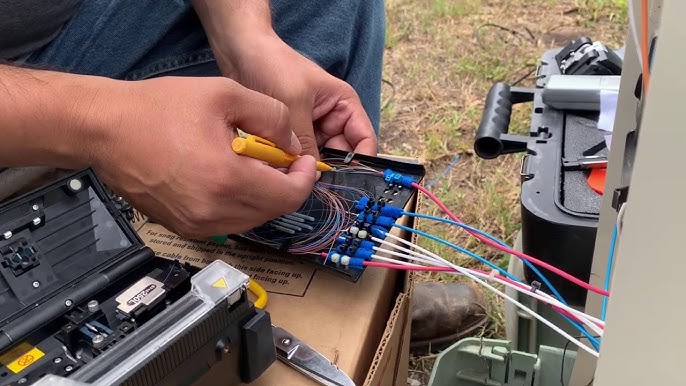
3, дисково влакно
Научният метод за навиване на влакна може да направи разположението на оптичните влакна разумно, допълнителната загуба е малка, може да издържи теста на времето и суровата среда и може да избегне феномена на счупване на влакна, причинен от екструзия.
(1) Правила за дискови влакна
Влакното е навито на единици по дължината на свободната тръба или посоката на разклоняване на оптичния кабел. Първият е приложим за всички проекти за снаждане; последният е приложим само към края на главния оптичен кабел и има един вход и множество изходи. Повечето от разклоненията са малки логаритмични оптични кабели. Правилото е влакното да се навие веднъж след снаждане и топлинно свиване на едно или няколко влакна в свободни тръби или влакна в разделен кабел. Предимства: Избягва объркването на оптични влакна между разхлабени тръби от оптични влакна или между различни разклонени оптични кабели, което го прави разумно в оформлението, лесно за навиване и разглобяване и по-лесно за поддръжка в бъдеще.
(2) Методът на дисковите влакна
Първо средата и след това двете страни, тоест първо поставете термосвиваемите ръкави в фиксиращия жлеб един по един и след това обработете останалите влакна от двете страни. Предимства: Полезно е да се предпазят връзките на влакната и да се избегнат възможни повреди, причинени от намотката на влакната. Този метод често се използва, когато мястото, запазено за оптичното влакно, е малко и оптичното влакно не е лесно за навиване и фиксиране.